





Can’t Get Enough of 80s Turbo Cars? Neither Can We.
We’re in the middle of a true revival—an era defined by vintage rebuilds and performance upgrades from one of the greatest decades in automotive history. Our rebuild for the 1984–1986 Nissan 300ZX Turbo (Z31) taps into that same spirit, using the trusted Garrett architecture found in our Grand National and RB20/25 rebuilds.
We offer a Standard Rebuild Service with Your Core. Once your rebuildable core is received, the process begins with a complete disassembly and thorough inspection to assess the overall condition of the turbocharger. This includes evaluating the compressor cover, compressor wheel, turbine housing, and testing the wastegate actuator.
The Compressor Cover is Glass Bead Blasted, and the Turbine Housing is Media Blasted to remove carbon buildup, corrosion, and surface imperfections. All internal and external surfaces are meticulously cleaned, and we inspect all threaded holes for damage—performing necessary repairs when needed. All gasket sealing surfaces are re-established for a leak proof installation.
Please note: Additional costs may apply if we find broken or damaged components, stripped threads, or broken studs during inspection. If your turbocharger has severe cracks in the exhaust housing, excessive shaft play (rotor group contacting the end housings), broken shaft or any other major issue, please contact us before sending in your unit. You can email as many pictures and questions as you need to support@workturbochargers.com We are here to help you and your Z get back up and running in the most cost and time conscious manner as possible.
For longevity and durability:
- The Compressor Housing has a Optional Cerakote Clear Coat providing protection against Oxidation
- The Bearing Housing is coated with High-Temp Paint to prevent rust.
- The Turbine Housing is finished in either a Semi-Ceramic appearance coating or optional Cerakote Full Ceramic Insulating Coating (rated to 1800°F) for extreme heat resistance.
After component inspection, we move forward by replacing key parts as needed, including:
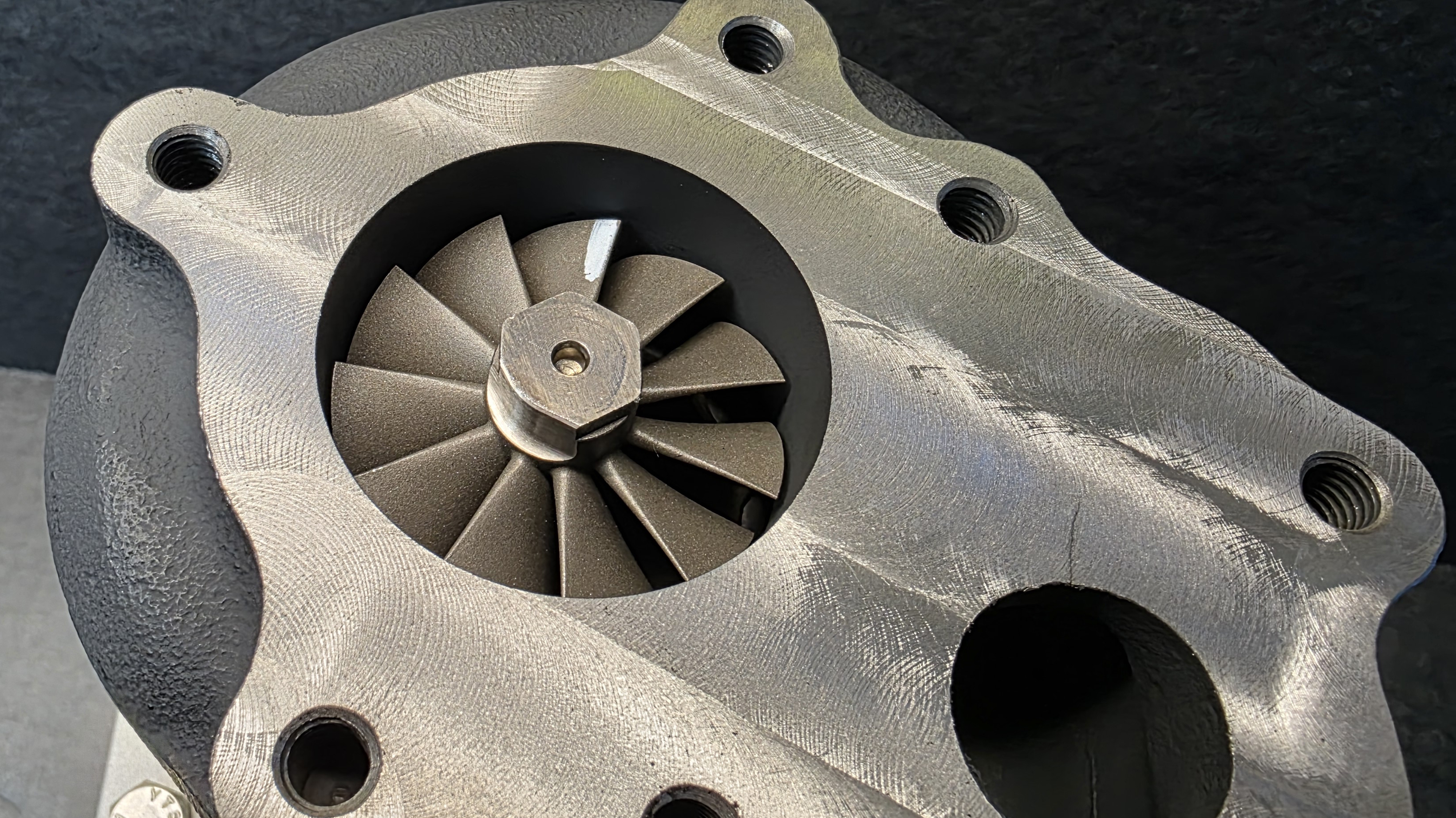
- NEW Turbine Wheel, Inconel
- NEW Bearing Housing, Oil or Oil/Water Cooled Option
- NEW Seal Plate
- USA-made Journal bearings
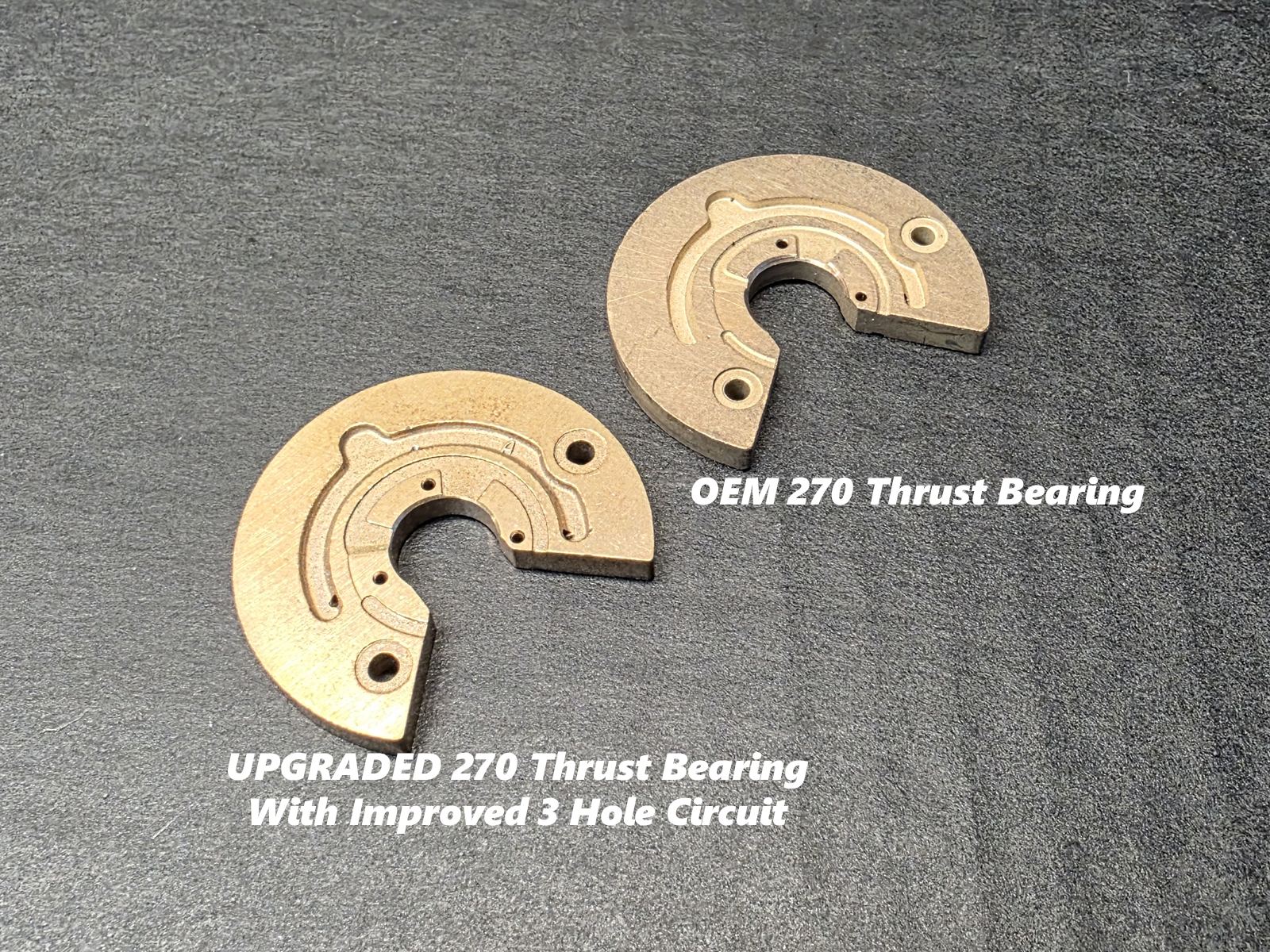
- USA-made Upgraded 3 Circuit 270 Degree Thrust Bearing, for Improved Oil Flow and added Reliability
- USA-made High-temperature piston rings
- USA-made precision CNC Shaft Nut
Next, the rotor group—including the turbine wheel, thrust collar, and compressor wheel—undergoes our Three-Stage Balancing Process for optimal performance and reliability.
Before final assembly, we meticulously blueprint every critical internal clearance, including:
- Bearing Housing Journal Surface Finish
- Turbine Shaft Journal Surface Finish
- Journal Bearing OD/ID Dimension
- Bearing Bore Dimension
- Shaft Dimension
- Seal Ring Side Clearance
- Seal Ring End Gap Clearance
- Thrust Bearing Surface Finish
- Thrust Collar Surface Finish
- Thrust Bearing Clearance
- Compressor Wheel To Compressor Cover "Tip Height"
- Turbine Wheel To Turbine Housing "Tip Height"
- Wastegate Actuator Setting and Function
Once all coatings are cured, we move into our three-stage balancing process to ensure peak rotor group performance. After balancing, final assembly takes place in our Clean Room, where each turbo is Blueprinted and Hand-Built under our WORK brand.
After balancing, the turbo enters the final stretch. Everything is assembled in our clean room. Just before the compressor housing is installed, we engrave the "WORK" name and issue a Unique Serial Number to each unit for authenticity and traceability.
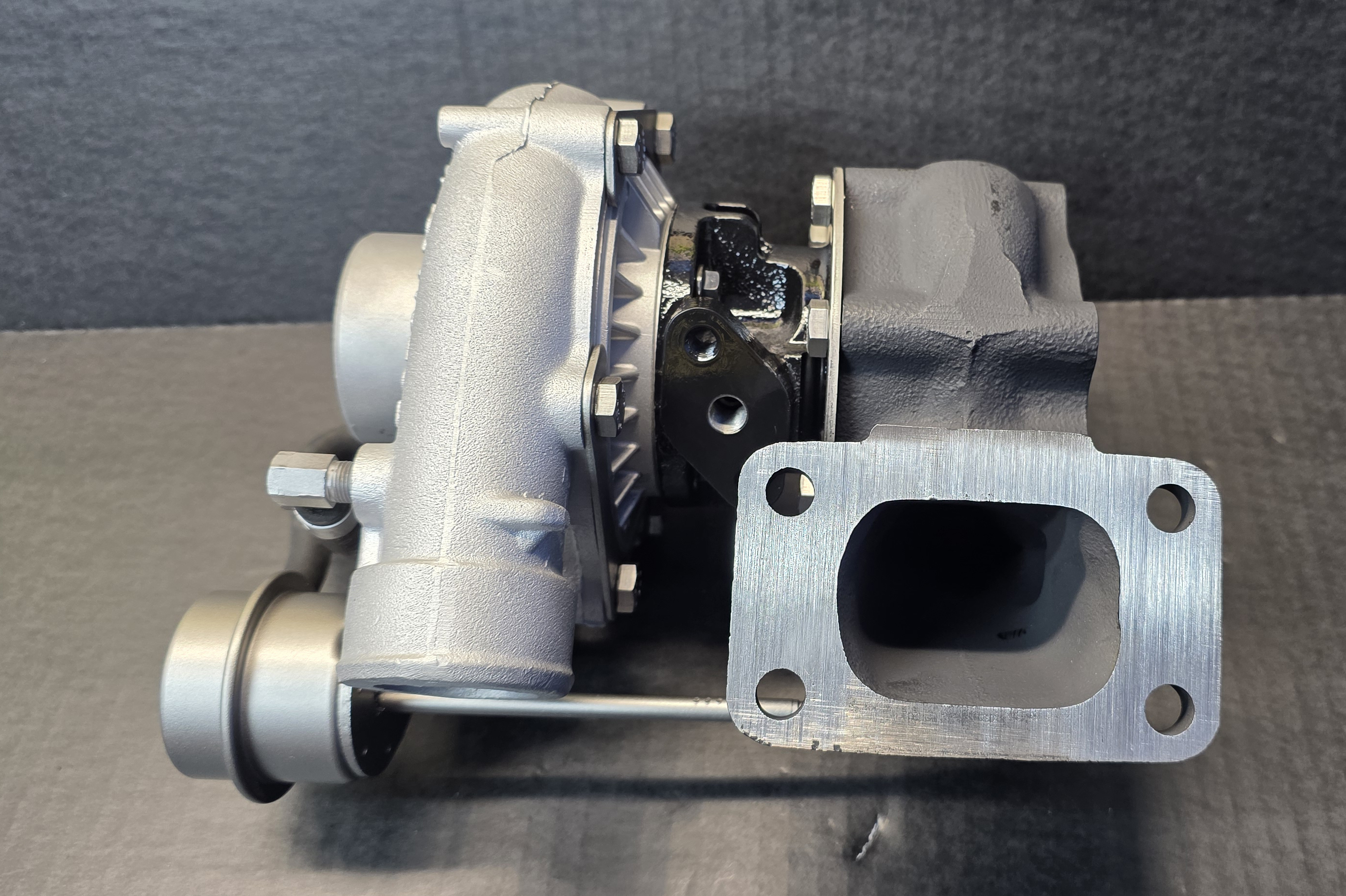
The finished turbo is then packaged securely and shipped back to you—ready for Years of Dependable Boost and Vintage Nostalgia.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}